|
||||
| Introduction
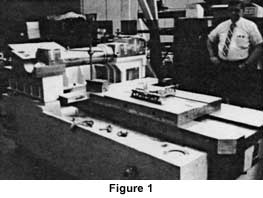
Replication materials are usually epoxy-based compounds that when mixed have a fluid or putty consistency. When cured against an accurate surface they become finished low-friction slideway surfaces or surfaces appropriate for mounting precision components. In the replication process one surface, usually the longer guiding surface, must be accurate. The epoxy then replicates that accurate surface onto the mating component while that component is in its correct alignment. This procedure eliminates the need for many precision machining or hand fitting operations, thus simplifying and speeding machine tool assembly. Replication differs from gluing or grouting in that it results in a separation, producing a "clone" of a master. These "cloned" precision surfaces reduce machining requirements and facilitate standardization of machine dimensions. Replication techniques were developed in Europe during the 1960's for the assembly of new machines. Many European machine tool builders have a long history with replication materials and techniques. There are two main types of replication materials: 1. Materials meant for fitting static components. For instance, fitting a column square to the base; and 2. Materials meant to produce sliding or dynamic surfaces such as mating a lathe carriage to bed ways. Both materials require very low shrinkage rates during cure and long term dimensional stability. The formulations of the dynamic materials are more critical though due to more demanding technical requirements. Dynamic materials require low coefficients of friction, high wear properties, low abrasion rates and greater resistance to moisture absorption and chemical attack. Replication materials are generally insulators of electricity, heat and vibration. Both static and dynamic materials come in fluid or putty consistencies. The different consistencies exist mainly for ease of application. When components are difficult to align or time consuming to check, it would be recommended to align, seal and inject a fluid type material. Where alignments are easier to repeat and check, the putty material would be recommended. It is not necessary to provide injection ports or sealing when using putty. Replication becomes more practical as new materials are employed in machine architecture. Often these materials are difficult to machine as is the case with ceramics, composites and epoxy granite. Replication materials are key in the integration of new materials because they are an economical and technically excellent way to join diverse materials into precision relationships. Cincinnati Milacron has been using replication materials in the assembly of their Centerless grinders since 1984. The Centerless grinders have epoxy-granite bases for improved vibration dampening and thermal stability.* The wheel head housing and the swivel base plate are both fit to the epoxy-granite base with replication techniques. First the swivel base plate is made level to the world on alignment screws and its mating lower slide is rubbed on the swivel plate to check for bearing. Level is then checked across the top of the lower slide. An indication is taken to an alignment arbor resting in the wheel head housing spindle bearings. The wheel head housing position is adjusted with alignment screws to achieve a specific height and parallelism with respect to the top of the swivel plate (figure 1).
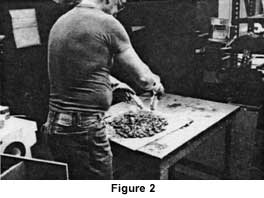
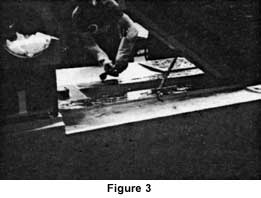
With both major components aligned, approximately 30 to 40 thousandths of clearance exists between the components and the epoxy-granite base to be filed with replication material. A putty type replication material will be used to set the swivel base plate and an injectable material will be used to set the wheel head housing. The swivel plate is lifted on specially designed pivot tooling and release agent is applied to the under side of the swivel plate to allow for future separation. Putty type replication material is mixed on a sheet of plexiglas (figure 2) with a putty knife and troweled onto the adhesion surfaces of the epoxy-granite (figure 3). The material is crowned so that it is high In the center. As the swivel plate is set into the material, air will escape out the sides. The lower side is placed on the swivel plate to help displace the excess replicating material. Precision levels and indicators are used to verify that the swivel plate has been position correctly.
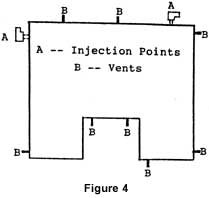
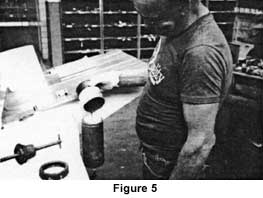
The gap between the wheelhead housing and the base will be injected with a fluid replicating material. Prior to setting the housing on the base, it has been coated with release agent and foam sealing tape has been applied around the perimeter. Figure 4 shows the locations of the injection ports and air vents. Fluid replication material is mixed in its own container and poured into a screw-type injection cartridge (figure 5). Injection commences at point "A" and continues slowly. As the material reaches the air vents labelled "B" they are capped off. (Attempting to force the material in too quickly can result in hydraulic forces sufficient to rupture the foam sealing tape.) Injection continues until all vent points have been capped (figure 6).
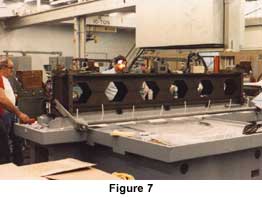
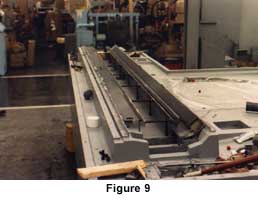
When injection is complete, the alignments are verified. Small adjustments can still be made if necessary. After a minimum of eighteen hours cure time, both major components are rigidly fit with 100% bearing contact to a common epoxy-granite base in a precise relationship. This design and assembly process eliminates the need to do any machining on the base and greatly relaxes machining tolerances on other components. At a different U. S. grinding machine manufacturer, an injectable low-friction replication material was used to produce bed ways directly on polymer concrete bases. Figure 7 shows the fabricated master aligned on the base. Figure 8 shows the injection process. Individual kits are mixed one at a time and pouted into an injector cartridge. The injector cartridge is placed in a caulking gun and the material is injected into the void between the bed and fixture. Approximately twenty hours after injection the master is detached from the material which has replicated the accuracies in the master onto the base (figure 9).
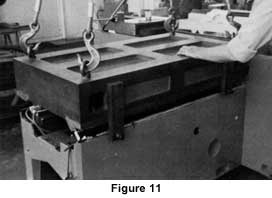
In a similar application, Elb-Schliff of Babenhausen, Switzerland uses a putty-type replication material to produce low-friction bed ways on epoxy-granite bases. In figure 10 putty replication material is troweled onto the adhesion surfaces of the epoxy granite. In figure 11 a pre-aligned master fixture is positioned on the base. After curing, the master is removed revealing finished bed ways.
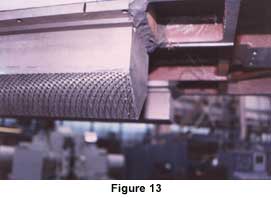
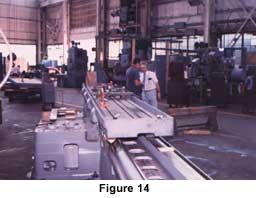
At Mattison Machine Works in Rockford, Illinois, replication techniques are used to produce low-friction ways on grinder tables. The table way surfaces are replicated from the actual cast iron bed ways. A fluid replication material is mixed all at one time and poured into the base (figure 12) which has been masked off and sprayed with release agent. Adhesion surfaces on the bottom of the table have been machined very rough in order to establish a keying effect as well as bond strength (figure 13). The table is then set into the replication material (figure 14). It is positioned correctly on preset jacking screws and allowed to cure for 20 hours. After curing, the table is separated from the bed ways, rolled over and the excess material is trimmed off (figure 15). When rubbed on the base to check for bearing contact, a high percentage of the table ways made contact.
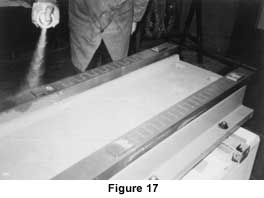
Scharmann Machine Tool Corporation uses replication techniques to produce slideway surfaces with oil grooves molded in. A master fixture is made level to the world (figure 16). It is important that replication masters not be twisted or bowed. In figure 17 a reusable oil groove pattern is laid in position on the master ways and the ways are treated with release agent. The column is set onto the master so that it comes to rest an removable jackscrew blocks, visible in figure 18. These screws are adjusted until the column is perpendicular to the world (figure 19).
The column is then removed from the master and a thin adhesion coat of putty-type replication material is pressed into the rough adhesion surface (figure 20). The remainder of the necessary replication material is then troweled evenly onto the surface and crowned in the center (figure 21). The column is then set in position on the master and the alignment is verified. If necessary, small adjustments can be made. The next day the column is detached from the master and the oil groove pattern is peeled out of the finished way surface (figure 22). After trimming off excess material, the column is ready for final assembly (figure 23).
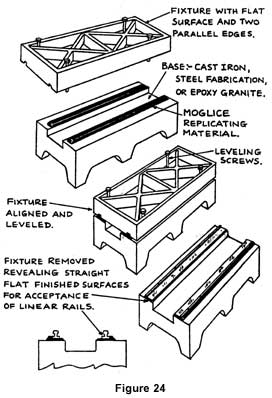
Static Applications The use of replication materials to precision fit static machine components has the potential to dramatically reduce the assembly time and cost of a machine tool. of replication would be the use of a fixture that has been ground accurately to replicate straight, flat, parallel surfaces onto unmachined fabrications. Linear rails or hardened removable ways could then be bolted in place on these accurate surfaces (figure 24).
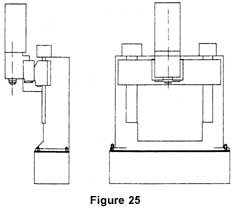
The precision machining required on the base and column to have them bolt together square and the scraping or shimming often required can be eliminated. Machining either the base or the column flat, using alignment screws to make them square and injecting a replicating material so that it adheres to the unmachined or roughened, machine component and replicates the flat surface, will perfectly mate the components (figure 25).
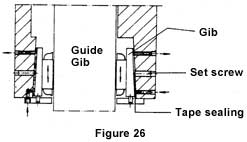
Because precision geometries are more readily achieved on alignment screws then by scraping, the alignments wilt be generally better. Because replication results in 100% contact and provides a vibration dampening layer, it has technical advantages. Because it eliminates scraping or shimming, it reduces build time and cost. The same is true for fitting ball screws parallel to guide ways or fitting roller packs for proper contact and slide alignment (figure 26).
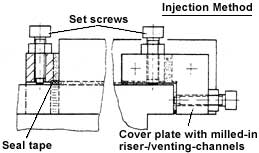
As mentioned earlier, masters can be used to replicate flat parallel surfaces for the mounting of removable ways or linear rails. It is not as practical to use replication masters on larger machinery. It is also more difficult to machine large bases to tight tolerances. A time tested solution is to precision align the ways to the base with alignment screws then inject a replicating material between them (figure 27).
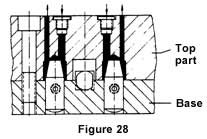
Filling key ways, positioning gear boxes, centering bushings, producing bores to locate spindle bearings and to economically produce identical pallets for interchangeability in flexible machining systems (figure 28). The list of examples could continue.
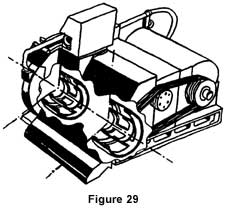
Hydrostatics Hydrostatic bearings have zero static friction, meaning there is no break-away force required to initiate motion so the motion resolution of a machine component supported on hydrostatic bearings is virtually unlimited. The thin oil film in the bearing gap gives hydrostatic bearings excellent dampening capabilities in both normal (via squeeze film dampening) and tangential (via viscous shear) bearing directions. Because of this high tangential dampening, the motion of a component can be controlled with exceptional smoothness. Hydrostatic bearings distribute their load over a large surface area making it possible to carry huge loads or to pre-load hydrostatic pads against each other resulting in very high bidirectional stiffness. Hydrostatic bearings do not make physical contact with the guide when functioning correctly, giving hydrostatic bearings significant advantages over contact-type bearings. No contact means no wear, resulting in long-term consistent machine performance. No contact means small errors in the guiding surface are averaged, resulting in exceptional straightness or roundness of motion. Other advantages of hydrostatic bearings include quiet operation, no danger of fretting if left in one position, wide speed range and small space requirements. Despite the many advantages of hydrostatic bearings they are seldom used in standard machine tools. This is due to the disadvantages of the hydrostatic system. A principal disadvantage is the very precise machining or hand lapping required to provide for correct alignment and uniform oil film clearance in the bearing. Other disadvantages include the cost of fluid pumps, tanks, filters, coolers and the trouble of collecting the hydrostatic fluid (usually oil) and keeping it separate from coolant systems. Hydrostatics are commonly employed in large heavy equipment or in super accurate slides and spindles because the technical advantages of hydrostatics are so important in these applications. Replication materials are particularly well-suited to the production of hydrostatic bearings and have a long history in hydrostatic systems produced by Heylegenstaedt, Dorries, Mitsubishi and in this country by Farrel and Fellows. Figure 29 illustrates replicated hydrostatic bearings for the spindle of a Farrel roll grinder.
Most of the production problems associated with achieving slide alignment, proper oil film clearances and producing proper hydrostatic pressure pockets and return channels are eliminated by the use of a replication material. The Fellows and Bryant examples that follow illustrate the production economics of replication techniques. Fellows Corporation of Springfield, Vermont, (part of the Goldman Financial Group) has used a replication material in their line of gear shapers since 1981. Spur and helical ram guides are replicated from the actual rams. This is an excellent example of the economics of using replication techniques because no machining is necessary to produce geometrically complicated inside diameter guiding surfaces. The technical advantages of hydrostatic design: high stiffness, high dampening and zero wear are key factors in the performance and dependability of the Fellows gear shaper line. A photograph of a Fellows gear shaper is shown in figure 30.
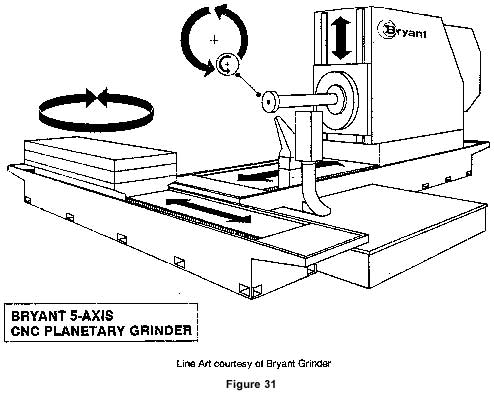
Bryant Hydrostatic Application Bryant Grinder of Springfield, Vermont, (now a part of the Goldman Financial Group) has been a maker of precision I.D. grinders since 1909. Since 1964 Bryant has used cylindrical way guides and hydrostatic bearings on their main precision slides. Recently, they have completed the assembly of two large planetary grinders (figure 31). These machines are the largest CNC planetary grinders ever Built.
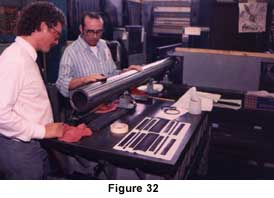
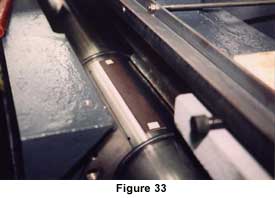
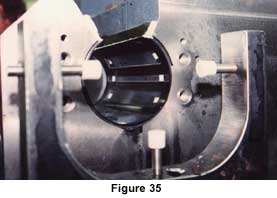
A replication material was used to produce the hydrostatic bearings on the main vertical and horizontal ways. Each slide has four bearing elements that are five to six feet apart. It would be very difficult to machine these bores to the required tolerances. For this reason, replication material was employed to replicate the outside diameter of mandrels that were of correct diameter, straight and aligned parallel with each other. A mandrel is shown prior to insertion in figure 32. The magnetic strips that will form the hydrostatic pressure pockets and return ports are also visible on the table. The magnetic strips are positioned on the mandrel (figure 33). Care is taken to be sure the mandrel does not sag and that it is straight and parallel with the other mandrel. The replication material is then injected around the mandrels as shown in figure 34. The next day the mandrels are removed and the magnetic strip is peeled out of the cured material leaving pockets in a finished hydrostatic bearing (figure 35).
When manufacturing large cylindrical bearings a machining error on the side of excessive clearance can result in expensive scrap or rework. When using a replication material this problem of machining to fit is eliminated because the replication material will conform to the molding master. Even if there was a problem with a replicated bearing, the replication material could be readily machined out or removed with hand tools and the bearing remolded. This feature is especially significant if bearing failure should ever occur in service because the bearing could be remolded in the field without recourse to machining. This greatly reduces any potential down time and the cost to repair the bearing. Low-friction replication materials have been shown to possess long wear life even in adverse conditions such as in a loss of lubrication. These emergency running and non-galling properties reduce the chance of failure should a hydrostatic pressure loss or physical contact occur. Even if catastrophic failure should occur, the replication material being softer and non-abrasive is not likely to damage its mating surface. These wear properties also make it more practical to consider less hydrostatic clearance or the use of water-based hydrostatic fluids, potentially reducing heat and coolant contamination problems. The use of newer more dimensionally stable structural materials (i.e. ceramic, epoxy-granite) and the use of replication materials to cast very accurate hydrostatic bearings also make lower clearance hydrostatic bearings more practical. Less hydrostatic clearance Results in greater hydrostatic stiffness and less flow reducing the size of pumps required. Conclusion Replication materials have broad applications in machine tool assembly. Static materials have applications in virtually all machine tools They reduce machining requirements and can eliminate shimming and scraping. Low-friction replication materials have significant technical advantages over other types of slideway materials and in most cases reduce the number of assembly steps. The combination of new structural materials and replication techniques reduces many of the metrology and cost limitations traditionally encountered by design engineers. This is particularly true with hydrostatic way systems which should be considered by manufacturers of grinding or high performance milling machines because the accuracy, stiffness, vibration dampening and cost of construction are difficult to rival with more conventional way systems. 1. MR. DEREK ASPIN, 48 Lamont Circle, Cortland, NY 13045 Line art. 2. BRYANT GRlNDER CORPORATION, Springfield, VT Use of photographs and line art. 3. ClNClNNATl MILACRON, HEALD CORPORATION, Worcester, MA Use sf photographs. 4. DIAMANT-METALLPLASTIC GMBH, West Germany Manufacturers of Moglice and DWH replication materials. All examples in this report utilized these materials. Use of photographs and line art. 5. FELLOWS CORPORATION, Springfield, VT Use of photographs. 6. MATTlSON MACHINE WORKS, Rockford, IL Use of photographs. *Hasz, ~John Cornelius Smits and Charles Matson. "Centerless Grinding Machines with Epoxy-Granite Bases." NMTBA Technical Conference. Chicago (September, 1986) (Comparing thermal distortions of similar cast iron and epoxy-granite bases.)
|
||||