PHONE: 1-877-368-1528

PRODUCTS

FLUID INJECTION
FLUID POUR & SET
SEMI
PUTTY
APPLICATION EXAMPLES
HOME
CONTACT
BLOG
Ingersoll Tubular Planer Mill 42' Long 23' Table






















A general idea of what the table and bed look like.
In this shot you will see what the machine looked like prior to shutdown. Notice the large amounts of chips in the way systems. This caused many scores, which can be seen on the next picture. The only feasible way of protecting a table bearing in this environment is having a perfectly matched bearing surface.
This is after cleaning debris from the bed. Scoring and
damage is evident in the way system after the debris is removed.
These are the reference surfaces (flat). Some scraping was required and then stoning. A rail will be attached to this flat surface and the vertical surfaces on the rail will be dialed in for straightness. These rails are bolted and then pinned in an accurate straight line. You need a flat and a straight surface to do the machining. The rail is the straight edge and the machined bed is the flat. You need that in order to machine a true flat bore.
This picture shows a technician stoning the flat reference surface on the other side of the bed. They are now ready to install the rails and establish their straight guidance edges.
The guide rails will be installed to the flat surface of the bed way system and then will be checked and aligned for straightness. This will be the straight edge. This is the underside of the table, which is a flat surface that was used to store the rails until installation on bed way.
Installing rails. We installed a guide rail system to one side of the bed. This guide rail, after alignment, will accurately guide the carriage in a straight line. These guide rail sections were positioned to extend 5' beyond the bed way. Our carriage had to run off the bed to finish cut the tubular ways. By jacking up these 5' extensions .002", we can eliminate the tipping of the carriage as it runs off the bed way flat reference surface. Rail sections were attached at both ends of the reference flat on the other side of the bed extending 5', and again only used to support the carriage weight as we machined off the end of the bed ways.
Here you will see the installation of the guide rails.
This is the bearing surface that maintains flatness. These two vertical surfaces were molded to the edges of our guide rail to maintain straightness. This flat surface was molded and given .002" clearance on the top of the guiding rail. This surface was molded in, only to come in contact with our five foot sections of rail extending beyond the end of the bed.
After boring the first way accurately, the saddle was removed and turned over. We took a 5.5' piece of pipe and cut it in half lengthwise. It was then welded to the underside of the plate and prepared for adhesion of Moglice. We molded the bearing surface on this tube to our first way system. By doing this, when we machine the other way system, it will be absolutely parallel to the first way. This picture also shows some rough spot marks put on the tube to retain oil during the machining process.
This is a picture of our cutting head used for boring the round rail systems.
In this picture you will see the boring bars being adjusted with the use of a 1/10th indicator. These boring heads had to be adjusted after each pass until cleanup was achieved.
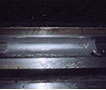
This shows one of the oil grooves filled with DWH.
This shows the oil groove patch after machining of bed way. These oil grooves in the bed way were being eliminated because the customer opted to lubricate his table bearings through the table and not the bed. These grooves were approximately 2 ft long, 1-1/4' wide and 1/2" deep.
Pins. Bolts. This is looking at the cutter from on top of the temporary carriage. You will notice that it is bolted AND pinned to maintain alignment.
This is a good picture of the extended rails for supporting the carriage to the end of the bed as well as a support for the drive chain.
Entire cutting operation requires vigilance as to speed and feed. Older cast iron varies in its hardness and monitoring of roughing cuts make it possible to achieve best surface finish on finish cut. This picture also shows the milling head drive and the carriage drive.
This view shows the bed way after final machining.
The way surface was approximately RMS60.
This shows both of the finished bearings on this 23' table.
<
>