PHONE: 1-877-368-1528

PRODUCTS

FLUID INJECTION
FLUID POUR & SET
SEMI
PUTTY
APPLICATION EXAMPLES
HOME
CONTACT
BLOG
Thompson Surface Grinder








The table bearings of this large Thompson were molded and
finished in two days once the bed ways were re-qualified.
The bed way was prepped the same way as on a Mattison grinder. The striking difference is the vee way is on the operator side of a Thompson bed.
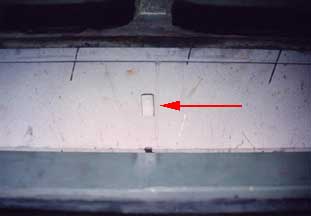
Shims are glued to the table bearing surfaces and
scraped to achieve accurate alignment.
Dams are made of cardboard and fastened in the bed way using duct tape.
Release agent is being applied just prior to mixing the Moglice.
Moglice resin is combined in a bucket for easier mixing. The calculated amount of Moglice for each way was mixed separately. Once the resin was mixed the hardener was added and care was taken not to mix at more than 100 rpm.
Once mixing is completed, the Moglice for each way was poured evenly
and in a thin stream into the dammed area of the bed way.
Both ways are filled with Moglice.
The next day the table is first jacked up and then lifted by a crane and rolled over for trimming and stoning. The oil grooves in this table were cut in using a die grinder and carbide burr.
<
>


